江海区气密性搅拌摩擦焊服务
搅拌摩擦焊作为一种固相连接技术,在1991年由英国焊接研究所发明。此后,搅拌摩擦焊以任何一种焊接方法都无可比拟的发展速度,迅速走出实验室,在国际工业制造领域得到大规模工程化应用,譬如船舶、轨道列车、航天、航空、汽车、兵器、电子电力等。目前,搅拌摩擦焊已成功实现铝、镁等低熔点金属及合金、铜合金、钛合金、钢铁材料、金属基复合材料以及异种金属(铝/铜、铝/镁、铝/钢等)的焊接。汇创达·焊威以搅拌摩擦焊为重要技术和平台。.搅拌摩擦焊,让你的工作更轻松。江海区气密性搅拌摩擦焊服务
搅拌摩擦焊
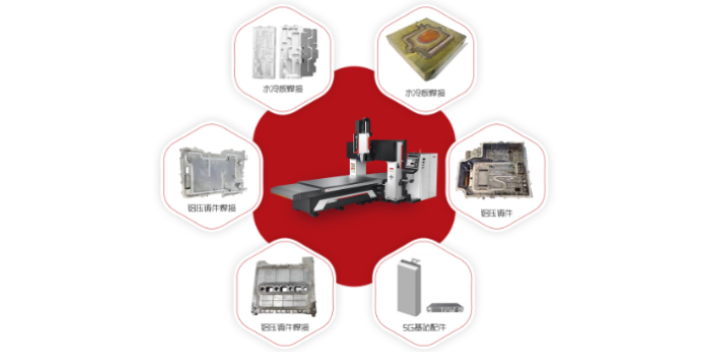
汇创达·焊威的铝合金压铸件具有导热性、导电性、切削性能较好,线收缩较小,故具有良好的填充性能,密度小、强度大,采用搅拌摩擦焊工艺+CNC加工,在高温或低温下工作时,同样保持良好的力学性能,具有良好的耐蚀性和抗氧化性。铝合金由于其材料密度较低、成型工艺多样,解决新能源汽车高质量焊接和连接,能满足新能源汽车轻量化的要求,汇创达·焊威的铝合金压铸件主要用于新能源汽车领域,主要的用途还是在新能源汽车的三电零配件上。广州哪里有搅拌摩擦焊服务搅拌摩擦焊接在铝合金、镁合金等轻金属焊接方面广受关注。搅拌摩擦焊共享智造,去毛刺的加工。
动力电池包PACK箱体FSW搅拌摩擦焊技术在国内已经得到迅速发展,并且在工业制造领域得到了广F应用。但是,我们必须认识到,越是基本的制造方法对制造工业的影响范围越大、持续时间越长、作用力越强。搅拌摩擦焊作为一种基本的、新型的轻合金连接方法,将会对现代制造工业领域产生Ge命性的影响。但是要使这种连接新方法在中国得到进一步的发展和广F的应用,并使之转化为市场化的工业产品的制造能力,提升中国制造产品的品质,还需要以科学发展观来Yin领和推动搅拌摩擦焊技术的进一步研究与发展。经过近几年的工程化开发,中国搅拌摩擦焊技术日渐成熟,对该技术的宣传和认识也越来越深。能够在Guo家级的重大项目中得到工程化应用是搅拌摩擦焊技术标志性的发展。搅拌摩擦焊技术已经逐渐应用于工业企业的生产制造,并融入我们的生活。应该把握搅拌摩擦焊技术的发展趋势,预见这项技术的前景,用科学发展观推动和Yin领这项技术在中国的发展,缩短和西方先进国家在制造技术上的差别。
电机电控系统作为新能源汽车产业链的重要一环,其技术、制造水平直接影响整车的性能和成本。新能源汽车的电控技术,就好比汽车的大脑,在一定程度上影响汽车的动力性,经济性,排放性,舒适性等。汇创达·焊威投资以铝材+CNC+FSW(搅拌摩擦焊)的前端产线,配置了50台搅拌摩擦焊接设备,100台CNC型材设备。为新能源汽车主机厂及零部件厂,提供电控产品。此外,汇创达·焊威以搅拌摩擦焊技术为切入点,整合上游铝合金挤压型材厂家、铝压铸件供应商,实现新能源铝电池托盘前端完整的产业链闭环。搅拌摩擦焊,为您带来比较***。
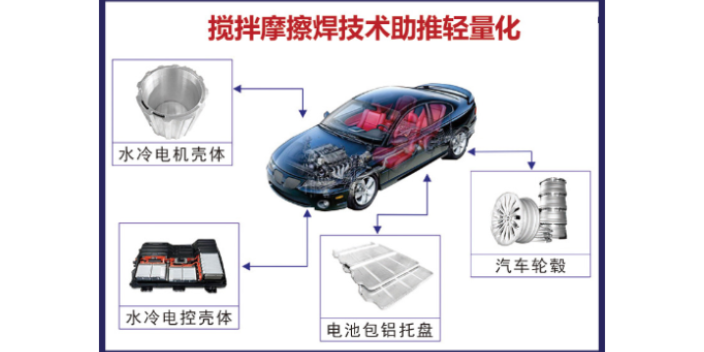
公司先后帮助国内外多家汽车制造企业建立汽车搅拌摩擦焊产品生产线,实现了汽车轮毂、新能源汽车铝电池托盘(电池下箱体)、水冷电控壳体、水冷电机壳体等产品的搅拌摩擦焊制造;并为宝马、奔驰、特斯拉、比亚迪、小鹏、雷诺、红旗、大众、蔚来、吉利等众多国内外汽车制造厂和配套供应商提供几百余台Z用搅拌摩擦焊设备,为全球汽车市场的发展做出贡献。 在新能源汽车领域,早在2011年,我司就为德国本特勒开发了一款铝电池托盘(雷诺汽车),并交付德国本特勒法国工厂2台FSW装备,可实现铝电池托盘的自动化焊接生产,是国际首例FSW铝合金电池托盘。近几年,我司为国内多个主机厂及其配套企业开发了近百余种铝电池托盘,为全国40多家铝电池托盘生产厂商提供了几百余台铝电池托盘FSW焊接装备。动力电池包PACK箱体FSW搅拌摩擦焊接。动力电池包PACK箱体FSW焊接,为电力电子、轨道交通、船舶等领域提供了技术的成果转化和产业化推广。江海区气密性搅拌摩擦焊服务
动力电池包PACK箱体FSW焊接,在中国搅拌摩擦焊技术发展的晨曦中我们看到了希望的光芒。江海区气密性搅拌摩擦焊服务
动力电池包PACK箱体FSW搅拌摩擦焊搅拌摩擦焊焊缝应力低、变形小。 搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和结构变形。 搅拌摩擦焊是自动化焊接工艺、生产效率高。 搅拌摩擦焊的施焊条件是具有机床设备类似的运动伺服以及焊接参数的传感、设置和控制。焊接过程类似于铣床机械加工,焊接参数容易实现直接的测量和控制。非常适合自动化焊接。产品生产不需要严格的焊接工人培训和认证,只需要简单的数控操培训就可以从事批量化的工业产品生产。 焊接生产效率由设备的运动控制决定,对于薄板铝合金材料如,2mm的661lAL材料,焊接速度可以达到6m/min。而且,搅拌摩擦焊接深度直接由搅拌工具的搅拌针的长度决定。对于厚度0.5~100mm 的铝合金板材,搅拌摩擦焊可以一次单道实现焊接,与普通熔焊工艺相比较,生产效率可以提高5~10倍。江海区气密性搅拌摩擦焊服务