湖南铝合金切削液需求
切削液日常使用维护建议:(1)使用浓度:浓度应控制在10-12之间。不能低于10,不可高于15.若浓度过高,切削液泡沫会消的很慢。同时引起手痒,皮肤过敏现象。(2)切削液的管理:浓度太低(如6以下)会引起发臭变质,增加污水处理费用,同时切削液防锈性、防氧化性能会降低,所以需及时添加新油。(3)杂质、浮油、垃圾、食物等,及时清理,否则会缩短切削液使用寿命。温馨提示:使用期间按照所提供的参考数据兑水添加,避免出现发臭、手痒、消泡慢等现象。如果机台浓度低于10,切削液会发臭变质,请多注意维护使用和添加。乳化切削液的配制方法。湖南铝合金切削液需求
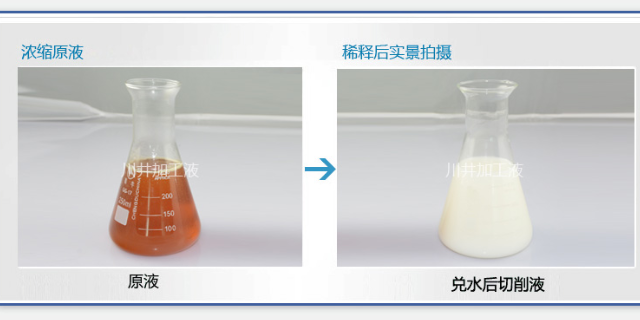
切削液
切削油油基和水基选择,关于高速切齿加工,若用油基切削液,通常会发生较大油烟,污染环境。齿轮加工油能有效降低金属加工进程中的油雾浓度,其中低油雾切削油适用于黑色金属重负荷切削加工,同时低油雾切削油也适用于轻、中负荷的切削加工工艺。若齿轮部件中有铜材嵌套,则选用多金属加工用切削油。在高速切齿加工时,有时用油基切削液会因冷却不充沛,易形成工件外表烧伤。此时可选具有强极压性的水基切削液,如乳化切削液,加工质量会更好,也减轻刀具磨损。北京有色金属切削液推荐厂家切削液过敏后的处理方法。

切削液是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,具备良好的冷却性能、润滑性能、防锈性能、防腐功能等特点,然而生产过程中,切削液往往会由于表面活性剂量太多、工作液浓度太高、流速和管理阻力过大等原因,出现大量泡沫,可以添加铝合金切削液消泡剂进行消泡抑泡。铝合金切削液消泡剂由含特殊改性聚醚及含氟原料经过特殊工艺复配而成,易溶于水,适合在高温、强酸碱、高剪切力、高压存在的条件下,持续保持消泡、抑泡。具有良好的耐高温性、耐酸碱性、不漂浮、不漂油,可在很宽的温度范围内用于各种恶劣体系的泡沫消去和抑制。切削液由于起泡,往往会影响其自身润滑、冷却效果,使得性能下降,润滑性和冷却性不好,便会导致铝合金加工出现粘刀,排屑性能差,如此循环,刀具被腐蚀,断刀的机率就被提高。因此,消泡剂对切削液而言有着不可或缺的作用。
我们经常有听到有关于铝合金切削液发臭的问题,铝合金切削液为什么会发臭呢?主要是因为铝合金切削液中含有大量细菌,切削液中的细菌主要有耗氧菌和厌氧菌。如何避免铝合金切削液发臭呢,下面川井润滑油简单阐述:使用高质量、稳定性好的铝合金切削液。用纯水配制浓缩液,不但配制容易,而且可改善切削液的润滑性,且减少被切屑带走的量,并能防止细菌侵蚀。使用时,要控制切削液中浓缩液的比率不能过低,否则易使细菌生长。由于机床所用油中含有细菌,所以要尽可能减少机床漏出的油混入切削液。川井防锈型乳化切削液。
对于水性切削液,更重要的是考虑其防锈性。现在常用的水性铝防锈剂有硅酸盐和磷酸脂,对于工序间存放时间较长的工件,在加工时易选用具有磷酸脂型防锈剂的切削液,因为硅类物质与铝材长时间接触会发生腐蚀产生黑色的“硅斑”。切削液的pH值多保持在8-10,如果防锈性不好,铝材在这种碱性条件下很容易被腐蚀。因此,铝合金切削液厂家“东莞亿尔佳”提醒客户在选用的水溶性切削液时一定要考虑具有良好的铝防锈性能。可以联系我们提供样品试样。适合铝材切削攻丝的切削液。甘肃不锈钢切削液厂家报价
川井高难度金属加工液。湖南铝合金切削液需求
半合成切削液主要由下列成分组成:1.基础油:半合成切削液的主体是由矿物油和合成油混合而成的基础油,可以有效地降低氧化速度,延长使用寿命。2.乳化剂:半合成切削液中含有一定比例的乳化剂,可以使油水混合均匀,防止油水分离,提高润滑性和冷却性能。3.抗氧剂:半合成切削液中添加抗氧剂可以有效地延长切削液的使用寿命和保护金属表面不被氧化。4.防腐剂:半合成切削液中添加防腐剂可以有效地防止切削液被细菌和微生物污染,从而保证加工质量和安全。湖南铝合金切削液需求
上一篇: 云南铜切削液技术指导
下一篇: 山西碳钢拉伸成型油销售厂家