涪陵区电感线圈定制
而本发明实施例的单层线圈结构的无线充电线圈的制备,就是在一层铜箔上展开。该铜箔01的厚度为60-150μm,可推荐110-130μm,更推荐120-130μm,这样可以产生实际需要的内阻值。在步骤s02中,如图1(b)所示,在铜箔01的一表面制备衬底2,在铜箔01的另一表面制备图案,即将铜箔01形成于衬底2上,然后在铜箔01背离衬底2的表面雕刻图案使铜箔01形成铜线圈层1,所述铜线圈层1形成有内焊盘11和外焊盘12;铜线圈层1的内焊盘11和外焊盘12俯视图如图1(b)’所示。内焊盘11可以简称内pad,外焊盘12可以简称外pad,焊盘是可以用焊接或者简单接触的方式实现与外部其他电路连接的接触区,由于需要操作,所以有一定的操作面积,易于接触导通。上述步骤中,衬底2的材料采用可溶材料或可熔材料,如选自蜡、碱溶性树脂和水溶性树脂中的至少一种。对于石蜡,可在100℃以下完全融化,并有较低的粘度;对于碱溶性树脂,选自含有羧基或磺酸基的树脂,如酯化或酰胺化的聚苯丁树脂,或uv(紫外光固化)油墨;对于水溶性树脂,可以选自rinseout树脂,从环循利用和成本考虑,本发明实施例的衬底材料推荐可熔材料如石蜡。在铜箔01的一表面制备衬底2的方法,可以为高温热压衬底。铝线圈是一种常见的电子元器件,通常用于制作电感器和变压器。涪陵区电感线圈定制
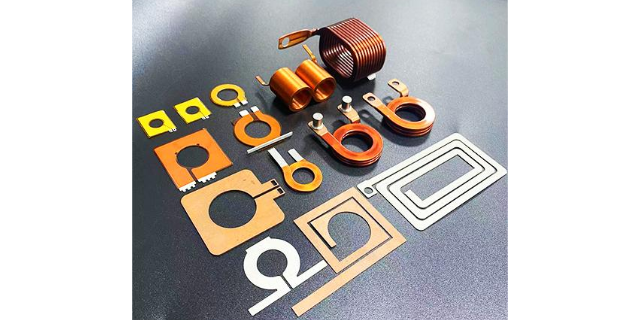
该狭缝的尺寸可以通过放置在掩模之前的曝光狭缝来控制。掩模、物镜布置和晶片220中的一个或更多个能够在曝光期间相对于彼此移动,以横跨曝光场扫描曝光窗口。曝光场是在曝光狭缝或窗口的一次扫描中被曝光的晶片220的区域。本实施例还可以使用下列方面进行描述:1.一种具有扁平线的实质上平坦的线圈,所述扁平线包括:导体,具有实质上矩形的横截面,且具有***对侧边和第二对侧边,所述***对侧边定向成实质上垂直于所述线圈的平面,所述第二对侧边定向成实质上平行于所述线圈的平面;和电绝缘材料,在所述***对侧边的侧边中的至少一个上,所述第二对侧边的侧边中的至少一个没有任何电绝缘材料。2.根据方面1所述的实质上平坦的线圈,其中,所述线圈实质上为圆形。3.根据方面1所述的实质上平坦的线圈,其中,所述线圈具有跑道形状。4.根据方面1所述的实质上平坦的线圈,其中,在***对侧边的两个侧边上电绝缘材料。5.根据方面1所述的实质上平坦的线圈,其中,在第二对侧边的两个侧边上没有电绝缘材料。6.一种致动器,包括:永磁体;和具有扁平线的实质上平坦的线圈,所述扁平线包括:导体,具有实质上矩形的横截面,并具有***对侧边和第二对侧边。益阳电感线圈定制跑道型扁平线圈由扁平的铜线或铝线绕制而成,线圈的匝数和尺寸可以根据实际应用需要进行调整。

激光器采用波长为355nm的紫外纳秒激光器,激光器**大功率为40w,激光标记范围100mm*100mm。此激光器作用原理为多次重复作用在金属表面,使金属依次剥离,**后达到切割目的。该激光器尺寸精度高,热影响区小。本实施例中,激光在激光焦点处与纯铜发生作用,以螺旋圆运动轨迹沿着螺旋切割线将铜箔切割成螺旋状铜线。表2铜箔规格与对应的加工效果数据铜箔厚度(mm)线圈缝宽(mm)(4)切割后线圈平铺在吸附冶具表面不会发生变形,连同冶具一并取出,依次经过超声波处理-烘干-烤漆绝缘-烘干-叠放后-覆成品包装膜,加工完成。基于上述方法加工的充电线圈,本发明还提供了一种无线充电装置,本发明的无线充电装置充电转化效率高。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型,这些均应包含在本发明的保护范围之内。
具体实施方式为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例**用以解释本发明,并不用于限定本发明。本发明提供的一种充电线圈加工方法包括步骤:采用激光沿着螺旋切割线将铜箔切割成螺旋状铜线;其中,切割过程中,所述激光以螺旋线行进轨迹沿着所述螺旋切割线运动。为了便于理解本发明的技术方案,需要对螺旋切割线和激光的螺旋线行进轨迹分别进行解释说明。图1为加工完成的充电线圈示意图,图2为局部放大示意图,相邻铜线1之间的间隙为螺旋切割线2。图3为激光的一种螺旋线行进轨迹,图中的行进轨迹为螺旋圆,较佳地,所述螺旋圆的直径大于等于(d+)mm,其中,d为所述螺旋切割线的线宽。还可以采用螺旋椭圆或其他的平滑的螺旋线代替,激光加工前,可以根据需要在激光加工设备上对螺旋线的形状进行编程设定,本发明不作限定。本发明中激光按照螺旋线行进轨迹运动,沿着螺旋切割线2对铜箔进行切割,如图4所示,得到充电线圈。采用螺旋线行进轨迹替代传统的线条轨迹进行激光切割加工,可以保证加工过程中线圈不同位置的反射性相同,切割出的铜线毛刺相对较少,线圈缝宽。在使用铝线圈时,需要注意避免过热和过载,以免造成线圈损坏或火灾事故。

预估这几大厂商的产能约占全球80%以上,行业集中度非常高。另外,目前传统绕线电感全球年产能约为240-360亿颗,在手机市场与网通市场的迅速拉动下,预计有120亿颗左右的产能可能被一体成型电感替代,即30%-50%替代空间,对应一体成型电感新增市场规模为17亿元左右。成立于2004年的佰力电子是一家专业研究、开发、生产和销售扁平线圈、圆线电感线圈为一体的港资企业。随着公司的发展,一体成型电感扁平线圈、无线充电蓄势待发,未来,无线充电将是另一个拉动线圈行业的新兴市场。无线充电技术和充电桩市场的未来前景是非常可观的,也必将是未来的大势所趋。随着技术的发展,无线充电肯定也能达到快充时代,尤其是手机行业,就像OPPO的“充电五分钟,通话两小时”的有线快充早已深入人心。IDC预计,到2023年无线充电会在更多的办公室和会议室出现,市面上超过50%的手机、20%的平板电脑和5%的笔记本电脑将具备无线充电功能。IHS数据显示,2024年全球无线充电市场接收端设备出货量将从2015年的,年复合增长率达到30%;而2024年无线充电市场总规模将从2015年的17亿美元增长到150亿美元,年复合增长达到27%。伴随着行业**苹果、三星等手机厂商的主力推进无线充电功能。车载线圈是由导线绕制成多个匝数和形状的线圈,可以产生强度较高的磁场和感应电势。江津区扁平线圈联系人
无线充线圈是一种用于无线充电技术的关键组件,它可以将电能转化为磁场,通过空气传输能量。涪陵区电感线圈定制
如果太厚只会增加无线充电线圈的整体厚度,如果太薄,则电阻过高,因此该范围内的效果**佳。通过在内焊盘连接线圈中心部位,与线圈外焊盘形成+/-两极,对电池模块提供电压/电流;对于外焊盘是否引出导线与被充电池模块设计结构和位置有关,若与电池距离较远外焊盘需要导线连接,当然也可以直接通过弹簧片压合接触电池模块,因此外焊盘的导线可设可不设。对于上述步骤s04和步骤s05的顺序可以倒过来,即先进行步骤s05再进行步骤s04,这样的方法也能制成本发明实施例的无线充电线圈,也在本实施例的保护范围内,另一方面,本发明实施例还提供了一种无线充电线圈,该无线充电线圈的结构如图1(e)所示,所述无线充电线圈包括铜线圈层1和分别设置在所述铜线圈层1两表面的***绝缘层3和第二绝缘层4;所述铜线圈层1设有內焊盘11和外焊盘12,所述外焊盘12外露,且所述內焊盘11上焊接有导电铜胶带5。本发明实施例提供的无线充电线圈包括铜线圈层1和分别设置在所述铜线圈层1两表面的***绝缘层3和第二绝缘层4,这样的无线充电线圈结构简单,只需一层线圈结构就可以达到实际需求的内阻值,从而达到提高充电效率的效果,可以放入手机等小型移动装置内,具有广泛的应用价值。涪陵区电感线圈定制